시중에 판매 중인 개인용 필라멘트 3D 프린터 중, 레벨링 방식에 따라 다음과 같이 분류를 할 수 있다.
레벨링 방식 분류
베드 조정
- 수동 베드 레벨링이 없는 방식 (기계적 높이 고정)
- 수동 베드 레벨링이 있는 방식 (스프링 텐션으로 가변 높이)
Z축 조정
- Z 영점 센서가 없는 방식 (수동 높이 조정)
- Z 영점 센서가 있는 방식 (자동 높이 조정)
결과 부터 말하면
수동 베드 레벨링이 없는 방식에 Z축 오토 레벨링 센서가 있는 3D 프린터가 품질, 내구성이 제일 좋았다.
아무리 많은 출력과, 몇년을 레벨링 없이 사용해도 베드 뒤틀림, 안착 불량은 발생하지 않았다.
이유는 간단하다. 기계적으로 뒤틀리지 않도록 설계되었기 때문이다.
오토 레벨링 센서도 없는 기계적으로 완벽한 상태가 좋지만, 개인용 제품은 그렇게 만들어 판매할 수 없다. 비용이 상당히 비싸기 때문에 산업용으로만 가능하다. (DIY 조립식이라면 더더욱)
뒤틀림 현상
베드가 뒤틀린 것 중에 제일 심각한 것은 대각선으로 휘는 것이다.
이 때, 메시 곡률 보정 기능이 필요하다. 리니어 보정이 아님!)
중요한 점은 베드가 뒤틀리면 안 된다는 것이다. 보정 기능이 필요 없어야 한다.
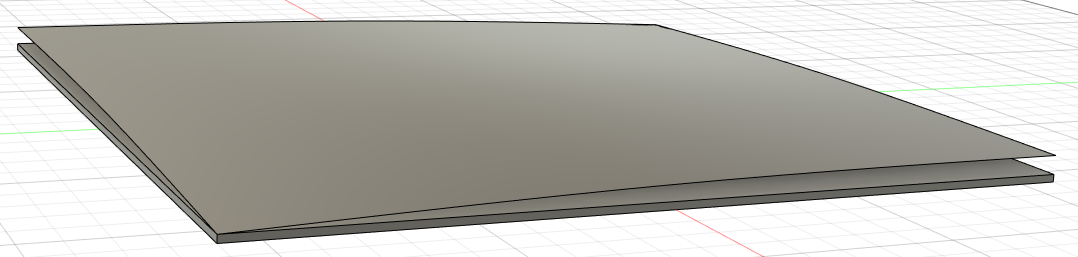
네 귀퉁이를 조정하는 방식은 위 그림처럼 대각선으로 휘어질 수 밖에 없다. 한쪽을 조정하면 나머지 세 귀퉁이가 베드를 붙잡고 있기 때문.
눈으로 봤을 때 평탄하다고? 과연 그 눈이 1/100mm 급으로 정밀한가? 그것은 착각일 뿐이다.
평탄 상태를 쉽게 확인하는 방법은 철자를 옆으로 세워서 베드 위에 올려놓고 시소 검사를 하면 된다. (정밀 측정은 대리석 정반에서 하이트 게이지로 측정하면 된다.)
구조적인 문제
정밀 기계는 기준이 되는 부분을 기계적으로 고정을 해야한다. 3D 프린터에서는 베드(bed)에 해당한다.
수시로 유지보수를 해야 한다면, 생산적인 측면에서 봤을 때 상당한 손해이다.
그런데 대부분의 스프링 방식의 베드 레벨링이 있는 프린터들은, 사용 중 베드 높이가 조금씩 틀어지게 되며, 스프링 텐션 방식으로 수시로 높이를 보정해야 한다. 네 귀퉁이를 보정해야 하니 쉽지 않다.
많은 사용자들이 귀퉁이 레벨링에 많은 시간을 보낸다. 그것은 절대 자랑거리가 될 수 없다. 창피한 일이다.
이미 많은 3D 프린터들은 근접 센서를 사용해서 베드 레벨을 XY 위치별로 보정할 수 있다.
베드 레벨을 임의로 조정할 필요가 없는 것이다. (펌웨어에 곡률 보정 기능이 있다면 베드 휘어짐도 보정할 수 있다.)
BL터치 센서 같은 물리적인 센서도 인기가 많지만, 금속 재질의 베드를 사용한다면 근접센서가 제일 좋다. 산업에서는 근접센서로 서보모터 원점 복귀와 같은 1/100mm급 정밀 위치 제어를 한다. 그렇다고 레이저 센서를 쓰기엔 너무 오버다.
애초에 스프링 조절 방식을 적용한 것부터가 잘못됐는데, 고정력이 약하다고 금형 스프링을 넣고 눈가리고 아웅식으로 설계를 한 것이다. 이 방식의 장점은 레벨링 책임을 사용자에게 떠넘길 수 있어서 제조사는 부담을 덜게 된다.
(노즐과의 충격 완화 목적이라면 볼트를 제거하고 가이드 핀을 사용해야 한다.)
아무리 튼튼한 금형 스프링이라도, 수동 나사가 완전히 고정되지 않는한 스프링 길이는 변할 수 밖에 없다.
산업용 정밀 기계 제조 경험이 많은 사람이라면 절대 이런식으로 설계하지 않을 것이다.
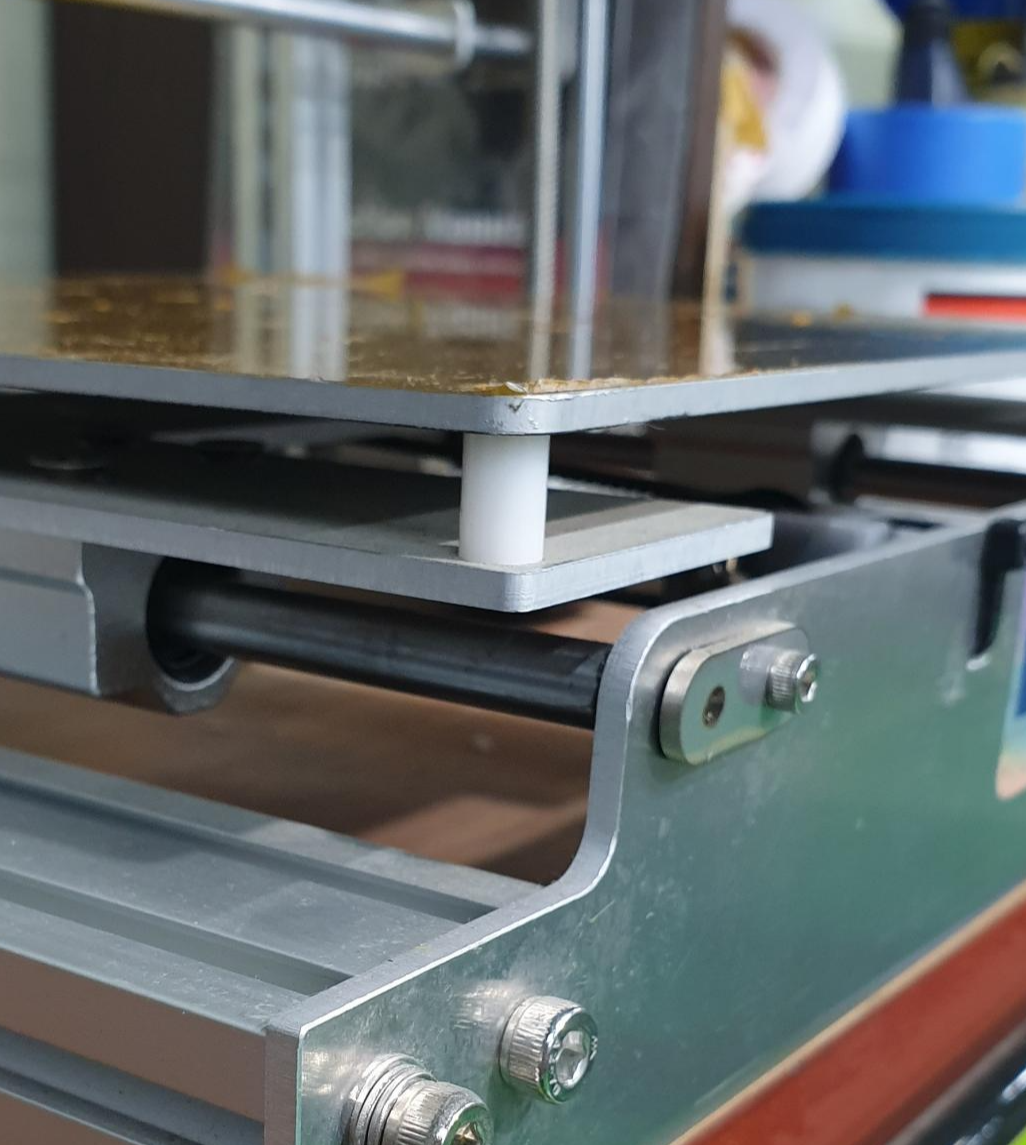
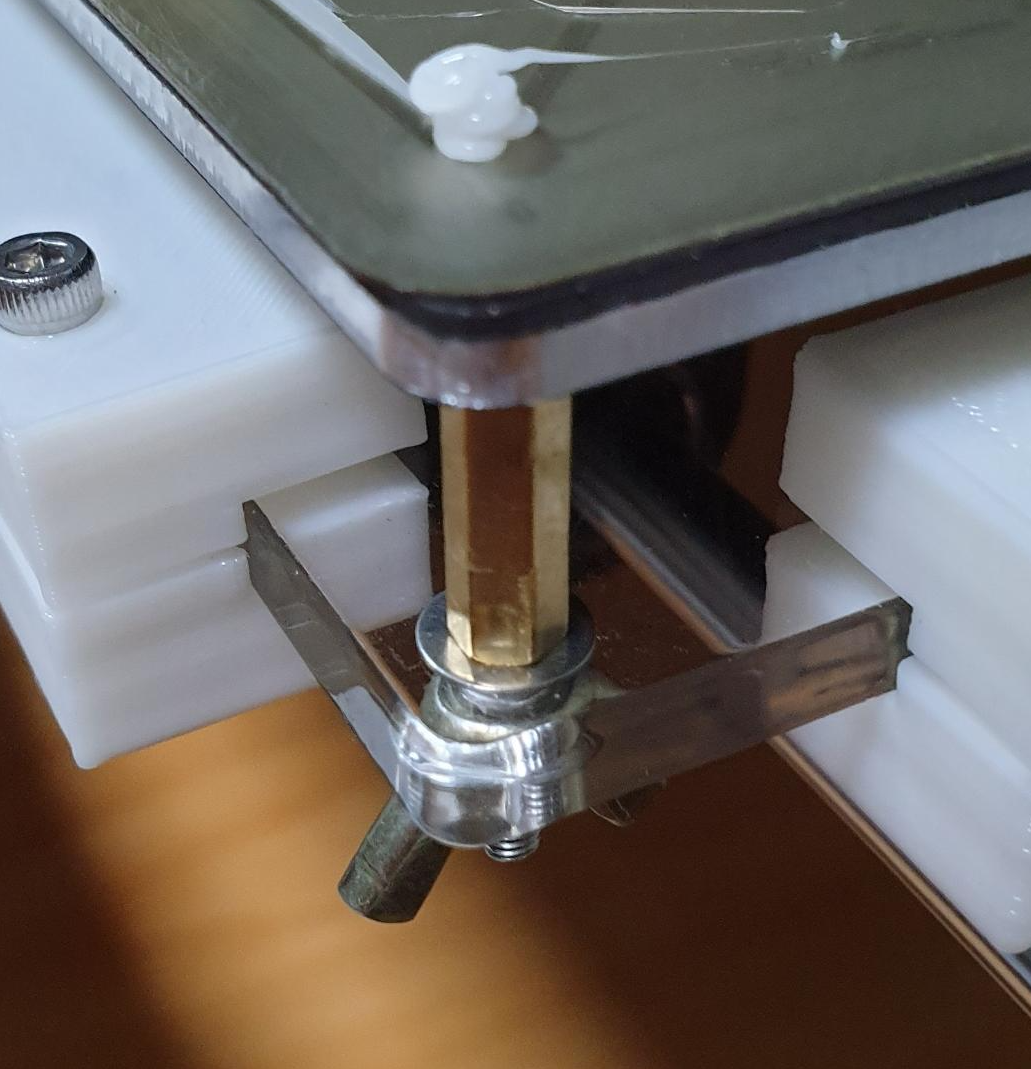
개조
제일 좋은 개조 방법은 스프링과 수동 나사부분을 제거하고, 금속 육각 지지대(PCB 서포트) 등으로 완전히 고정을 하면 된다.
그리고 베드 아래에 리니어 샤프트 또는 LM가이드를 설치해서 기계적으로 베드가 기울어지지 않도록 해야 한다.
가능한 LM가이드를 사용한다. 주로 리니어 샤프트를 많이 사용하는데, 하중에 의해 휠 수 밖에 없다.
(프로파일에 롤러를 사용하는 것은 단순 이송 장치일 뿐이지 정밀 기계 구조는 아니다.)
그리고 나서, 핫엔드의 Z축 높이를 보정하면 되는 것이다.
베드 고정방식의 3D 프린터 브랜드의 수는 매우 적다.
그 외에는 모두 스프링 텐션 베드 레벨링 방식을 사용한다.
이런 방식을 비싼 돈들여 구입할 가치가 있나 생각해볼 필요가 있다.
스프링은 높이 조절이 아닌 충격 완화 목적만 달성하면 된다.


